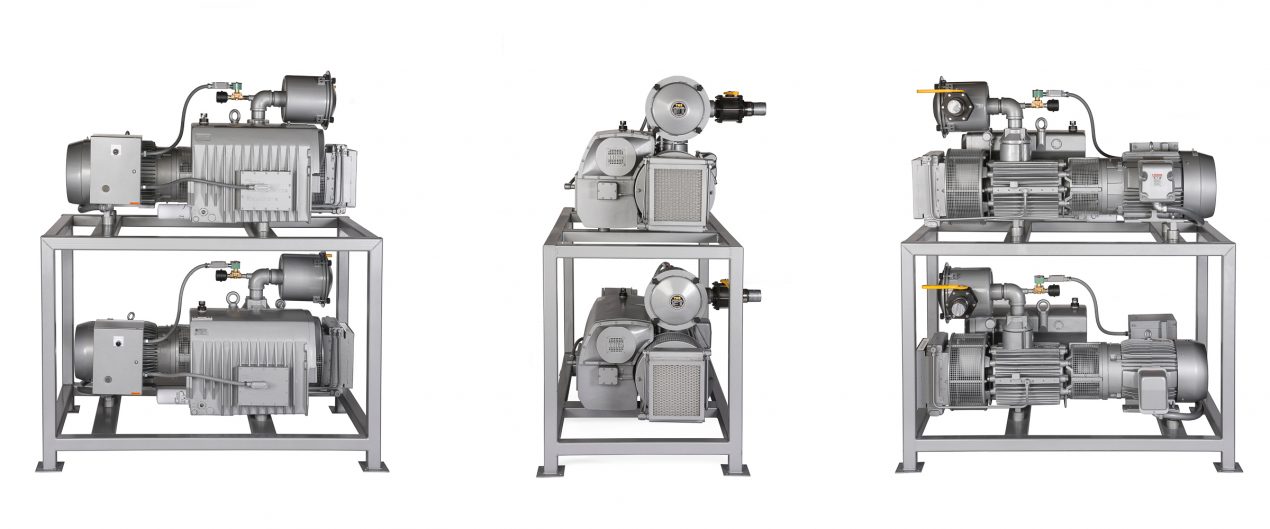
Product Description
Product Description
|
Pressure |
High Pressure |
|
Structure |
Single-stage Pump |
|
Outlet Size |
As customer request |
|
Voltage |
220V/380V/440V/As customer request |
|
Power |
0.45KW |
|
motor |
0.45 kw |
|
Max. Pressure |
300mbar /280mbar |
|
Max airflow: |
530m3/h 620m3/h |
|
Noise: |
70 dB(A) |
|
Certification |
CE |
|
Max Vacuum |
-300mbar |
|
Ring Blowers |
Oil-free |
|
Model number |
Frequency |
Rated Power |
Voltage |
Current |
Max airflow |
Max vacuum |
Max pressure |
|
2LG210-7AA11 |
50 Hz |
0.37 kw |
220 v |
2.7 A |
80 m³/h |
-120 mbar |
130 mbar |
|
60 Hz |
0.45 kw |
220 v |
3.2 A |
98 m³/h |
-150 mbar |
160 mbar |
application
Packaging & Shipping
Company Profile
Related product
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil Free |
| Structure: | Single-Stage Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 450/Piece
1 Piece(Min.Order) | |
|---|
Are There Oil-Free Rotary Vane Pump Options Available?
Yes, there are oil-free rotary vane pump options available in the market. These pumps are designed to operate without the need for lubricating oil, offering certain advantages and applications where oil contamination is a concern. Here’s a detailed explanation:
– Dry Vane Technology: Oil-free rotary vane pumps, also known as dry vane pumps, utilize specialized dry vane technology. Instead of relying on lubricating oil to create a seal and reduce friction, these pumps use self-lubricating materials and innovative design features to achieve efficient operation without oil.
– Reduced Contamination Risk: One of the primary advantages of oil-free rotary vane pumps is that they eliminate the risk of oil contamination. In certain applications, such as in the food and beverage industry, pharmaceutical production, or cleanroom environments, maintaining a completely oil-free and contaminant-free operation is critical. Oil-free rotary vane pumps address these requirements and ensure the purity and integrity of the process or product being handled.
– Environmental Friendliness: Oil-free rotary vane pumps are considered more environmentally friendly compared to their oil-lubricated counterparts. The elimination of oil lubrication means there is no risk of oil leaks or spills, reducing the potential impact on the environment. These pumps also eliminate the need for oil changes and disposal, resulting in lower maintenance and disposal costs.
– Lower Operating Costs: Oil-free rotary vane pumps can offer cost advantages in terms of operating expenses. Since they do not require oil lubrication, there is no need to purchase, monitor, or replace oil. This can result in savings over the pump’s lifetime. Additionally, oil-free pumps often have lower maintenance requirements, as there is no need to monitor oil levels, change oil, or replace oil filters.
– Application Flexibility: Oil-free rotary vane pumps are suitable for a range of applications where oil contamination must be avoided. They find application in industries such as food and beverage, pharmaceuticals, medical devices, laboratory research, electronics manufacturing, and other sensitive environments. These pumps can handle both gas and some liquid applications, providing versatility in various processes.
– Considerations: While oil-free rotary vane pumps offer several advantages, it’s important to consider certain factors when choosing these pumps. They may have slightly different operating characteristics compared to oil-lubricated pumps, such as lower ultimate vacuum levels or reduced performance in high-pressure applications. It’s crucial to assess the specific requirements of the application and consult the manufacturer’s specifications to ensure the chosen oil-free rotary vane pump meets the desired performance criteria.
– Alternative Technologies: In cases where oil-free rotary vane pumps may not be suitable, alternative technologies such as dry screw pumps or dry claw pumps can be considered. These pumps also offer oil-free operation and have their own unique advantages and applications.
In summary, oil-free rotary vane pumps are available and offer benefits such as eliminating oil contamination, environmental friendliness, reduced operating costs, and application flexibility. They are particularly valuable in industries where maintaining an oil-free environment is critical. Understanding the specific requirements of the application and consulting with pump manufacturers can help in selecting the appropriate type of pump for the desired operation.

What Are the Main Components of a Rotary Vane Pump?
A rotary vane pump consists of several key components that work together to create a pumping action. Here’s a detailed explanation of the main components:
– Rotor: The rotor is the central rotating element of the rotary vane pump. It is typically made of a durable material such as stainless steel or cast iron. The rotor is connected to a drive mechanism, such as an electric motor, which provides the rotational power.
– Vanes: The vanes are sliding elements that are inserted into radial slots in the rotor. They can be made of various materials, including carbon, graphite, or synthetic materials. The number of vanes in a rotary vane pump can vary, but typically there are multiple vanes evenly spaced around the rotor. The vanes are crucial for creating a seal against the stator walls and for generating the pumping action.
– Stator: The stator is the stationary part of the rotary vane pump. It forms the pump chamber and provides the housing for the rotor and vanes. The stator is typically cylindrical in shape with an eccentric bore that accommodates the rotor. It is commonly made of materials such as cast iron or stainless steel to ensure durability and resistance to wear.
– Inlet and Outlet Ports: The rotary vane pump has separate inlet and outlet ports. The inlet port allows the entry of gas or fluid into the pump, while the outlet port facilitates the discharge of the pumped medium. These ports are strategically positioned on the pump housing to enable the flow of the medium in and out of the pump.
– Seals: Seals are essential components of a rotary vane pump as they prevent leakage and maintain the integrity of the pumping system. The primary seal is formed between the vanes and the stator walls, ensuring that gas or fluid is contained within the pump chamber during the pumping process. Additional seals may be present at the inlet and outlet ports to prevent any leakage at these points.
– Lubrication System: Rotary vane pumps often require lubrication to minimize friction and wear between the rotating components. Lubrication is typically achieved by introducing a small amount of oil or lubricant into the pump chamber. The lubricant helps reduce friction between the vanes and the stator walls, ensuring smooth operation and extending the lifespan of the pump.
– Exhaust Valve: Some rotary vane pumps feature an exhaust valve, also known as an anti-suckback valve. This valve is located at the outlet port and prevents the reverse flow of gas or fluid back into the pump when it is not in operation. The exhaust valve helps maintain the integrity of the vacuum or pressure created by the pump.
– Drive Mechanism: The drive mechanism provides the rotational power to the rotor, enabling the pumping action. In most cases, an electric motor is used as the drive mechanism, although other power sources such as hydraulic or pneumatic systems can also be employed.
– Base or Mounting Plate: The base or mounting plate provides a stable platform for the rotary vane pump. It is typically made of sturdy materials such as cast iron or steel and is designed to support the weight of the pump and provide a secure attachment point for installation.
– Control and Monitoring Devices (Optional): Depending on the specific application, rotary vane pumps may be equipped with control and monitoring devices. These can include pressure sensors, flow meters, temperature sensors, and control panels that allow for the regulation and monitoring of pump performance.
– Safety Features (Optional): Some rotary vane pumps may include safety features such as overpressure relief valves or automatic shutdown mechanisms to prevent damage to the pump or the system in case of abnormal operating conditions.
In summary, the main components of a rotary vane pump include the rotor, vanes, stator, inlet and outlet ports, seals, lubrication system, exhaust valve, drive mechanism, base or mounting plate, as well as optional control and monitoring devices and safety features. These components work together to create a continuous pumping action and ensure the efficient operation of the rotary vane pump.


editor by CX 2024-04-08
by
Tags:
Leave a Reply