Product Description
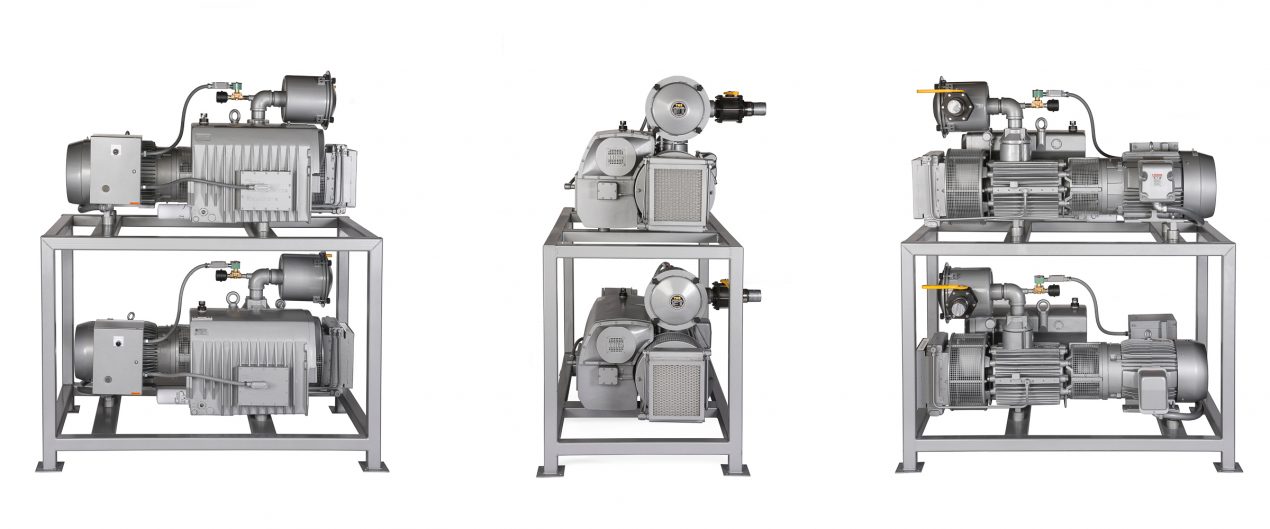
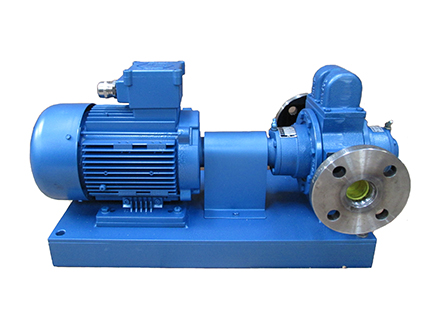
XD series vacuum pump
XD series vacuum pump is a single-stage rotary vane oil-sealed vacuum pump, which is 1 of main low and medium vacuum equipments. It can be used separately and be as forepump of vacuum pump, mechanical booster pump, and turbo molecular pump.
XD series vacuum pumps are available for low and medium vacuum fields, which are mainly used for pumping air and other dry gases rather than corrosive, toxic, flammable and explosive gases. Furthermore, they cannot pump the gases containing tiny particles or dust and cannot transport other small objects.
XD series vacuum pumps can work for long term in the well-ventilated room with ambient temperature of 5-30 ºC and with humidity ≤80%. In addition to the above applications, the XD series vacuum pumps can be available other applications, such as:
1. To increase the amount of the pumping gas and to improve the vacuum degree, please combine with Roots pumps to form a unit for this.
2. If pumping moist air or condensable gas, the condenser can be installed before the vacuum pump and the gas ballast valve is installed on the vacuum pump.
3. If pumping the gases containing dust particles, the dust filters can be installed in front of the vacuum pump.
4. If pumping the corrosive gases, the corrosion-proof gas filter can be installed in front of the vacuum pump.
|
Parameters Model |
XD-571 | XD-040 | XD-063 | XD-100 | XD-160 | XD-202 | XD-250 | XD-302 |
|
Pumping rate (m³/h) |
20 | 40 | 63 | 100 | 160 | 202 | 250 | 302 |
|
PressureLimit (mbar) |
0.1~0.5 | 0.1~0.5 | 0.1~0.5 | 0.1~0.5 | 0.5 | 0.1 | 0.1 | 0.1 |
|
MotorPower (KW) |
0.75 (single phase0.9Kw | 1.5 | 2.2 | 3 | 4.5 | 4.5 | 5.5 | 7.5 |
|
Motor Speed (r/min) |
2880 | 1440 | 1440 | 1440 | 1440 | 1440 | 1440 | 1440 |
|
Noise (db) |
≤62 | ≤65 | ≤65 | ≤67 | ≤70 | ≤72 | ≤73 | ≤75 |
|
Allowable steam pressure (mbar) |
40 | 40 | 40 | 40 | 40 | 40 | 40 | 40 |
|
Working water steam (Kg/h) |
0.3 | 0.3 | 1 | 1.6 | 2.5 | 4 | 4.5 | 5 |
|
Working temperature (ºC) |
82 | 80 | 80 | 84 | 95 | 95 | 81 | 83 |
|
Oil volume
(L) |
0.5 | 1 | 2 | 2 | 5 | 5 | 7 | 7 |
|
Weight
(kg) |
13 | 40 | 65 | 78 | 140 | 140 | 185 | 201 |
|
Air intake thread |
Rp3/4″ | Rp11/4″ | Rp11/4″ | Rp11/4″ | Rp2″ | Rp2″ | Rp2″ | Rp2″ |
|
Overall dimensions L*W*H |
650*300*280 | 650*300*280 | 650*430*295 | 720*430*295 | 85*50.5*44 | 85*50.5*44 | 98*56*44 | 101*56*44 |
Product’s Application
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Warranty: | One Year |
|---|---|
| Oil or Not: | Oil |
| Structure: | Singel Stage |
| Exhauster Method: | Pumping Air |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Customization: |
Available
|
|
|---|
Are There Oil-Free Rotary Vane Pump Options Available?
Yes, there are oil-free rotary vane pump options available in the market. These pumps are designed to operate without the need for lubricating oil, offering certain advantages and applications where oil contamination is a concern. Here’s a detailed explanation:
– Dry Vane Technology: Oil-free rotary vane pumps, also known as dry vane pumps, utilize specialized dry vane technology. Instead of relying on lubricating oil to create a seal and reduce friction, these pumps use self-lubricating materials and innovative design features to achieve efficient operation without oil.
– Reduced Contamination Risk: One of the primary advantages of oil-free rotary vane pumps is that they eliminate the risk of oil contamination. In certain applications, such as in the food and beverage industry, pharmaceutical production, or cleanroom environments, maintaining a completely oil-free and contaminant-free operation is critical. Oil-free rotary vane pumps address these requirements and ensure the purity and integrity of the process or product being handled.
– Environmental Friendliness: Oil-free rotary vane pumps are considered more environmentally friendly compared to their oil-lubricated counterparts. The elimination of oil lubrication means there is no risk of oil leaks or spills, reducing the potential impact on the environment. These pumps also eliminate the need for oil changes and disposal, resulting in lower maintenance and disposal costs.
– Lower Operating Costs: Oil-free rotary vane pumps can offer cost advantages in terms of operating expenses. Since they do not require oil lubrication, there is no need to purchase, monitor, or replace oil. This can result in savings over the pump’s lifetime. Additionally, oil-free pumps often have lower maintenance requirements, as there is no need to monitor oil levels, change oil, or replace oil filters.
– Application Flexibility: Oil-free rotary vane pumps are suitable for a range of applications where oil contamination must be avoided. They find application in industries such as food and beverage, pharmaceuticals, medical devices, laboratory research, electronics manufacturing, and other sensitive environments. These pumps can handle both gas and some liquid applications, providing versatility in various processes.
– Considerations: While oil-free rotary vane pumps offer several advantages, it’s important to consider certain factors when choosing these pumps. They may have slightly different operating characteristics compared to oil-lubricated pumps, such as lower ultimate vacuum levels or reduced performance in high-pressure applications. It’s crucial to assess the specific requirements of the application and consult the manufacturer’s specifications to ensure the chosen oil-free rotary vane pump meets the desired performance criteria.
– Alternative Technologies: In cases where oil-free rotary vane pumps may not be suitable, alternative technologies such as dry screw pumps or dry claw pumps can be considered. These pumps also offer oil-free operation and have their own unique advantages and applications.
In summary, oil-free rotary vane pumps are available and offer benefits such as eliminating oil contamination, environmental friendliness, reduced operating costs, and application flexibility. They are particularly valuable in industries where maintaining an oil-free environment is critical. Understanding the specific requirements of the application and consulting with pump manufacturers can help in selecting the appropriate type of pump for the desired operation.
How Do You Maintain and Service a Rotary Vane Pump?
Maintaining and servicing a rotary vane pump is essential to ensure its optimal performance and prolong its operational life. Here’s a detailed explanation of the maintenance and servicing procedures for a rotary vane pump:
– Regular Inspection: Perform regular visual inspections of the pump to check for any signs of wear, leaks, or damage. Inspect the pump housing, vanes, seals, and connections. Look for any loose or worn parts that may require attention.
– Lubrication: Proper lubrication is crucial for the smooth operation of a rotary vane pump. Follow the manufacturer’s guidelines regarding the type and frequency of lubrication. Typically, the pump requires lubrication with a suitable oil or grease. Ensure that the lubrication level is adequate, and monitor the condition of the lubricant. Replace or replenish the lubricant as recommended.
– Vane Replacement: The vanes in a rotary vane pump can wear down over time and may need to be replaced periodically. Inspect the vanes regularly and look for signs of wear, such as cracks or reduced thickness. Replace the vanes if necessary, following the manufacturer’s instructions.
– Cleaning: Keep the pump and its components clean to prevent the buildup of debris or contaminants. Use a suitable cleaning agent and a soft cloth or brush to clean the pump housing, vanes, and other parts. Avoid using harsh chemicals or abrasive materials that may damage the pump surfaces.
– Filter Maintenance: If the rotary vane pump has an inlet filter, inspect and clean or replace it regularly. The filter prevents debris from entering the pump and affecting its performance. Follow the manufacturer’s recommendations for filter maintenance and replacement intervals.
– Seals and Gaskets: Check the seals and gaskets of the pump for signs of wear or leakage. Replace any damaged or worn seals to maintain proper sealing and prevent fluid or gas leaks.
– Motor and Electrical Connections: Inspect the motor and electrical connections of the pump for any loose or damaged wires. Ensure that the electrical connections are secure and free from corrosion. If any issues are found, consult a qualified technician or electrician for repairs.
– Operating Conditions: Ensure that the pump is operated within its specified operating conditions. Avoid subjecting the pump to excessive temperatures, pressures, or fluid viscosity that may exceed its capabilities. Adhere to the recommended operating parameters to prevent premature wear or damage to the pump.
– Service and Calibration: Periodically, consider having the rotary vane pump serviced and calibrated by a qualified technician. This ensures that the pump is operating at its optimal performance and accuracy. The technician can perform maintenance tasks, inspect internal components, and make any necessary adjustments or repairs.
It’s important to consult the manufacturer’s guidelines and recommendations specific to your rotary vane pump model for detailed maintenance and servicing instructions. Adhering to these guidelines and performing regular maintenance will help keep the pump in good working condition and extend its service life.


editor by Dream 2024-05-09
Leave a Reply