Product Description
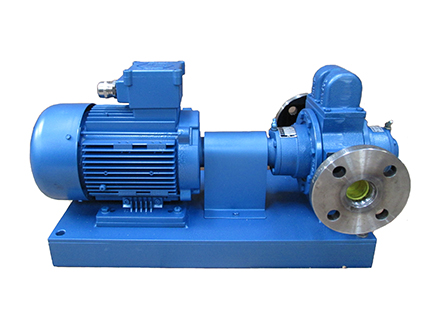
2XZ-0.5 double stage rotary vane vacuum pump for referigerator
Product characteristics:
1: Double stage and high speed directly connected structure.
2: Small size,light weight,low noise,easy to start,stable operation.
3: Equipped with specially designed air ballast valve to prevent water mixing with oil pump and prolong pump working time.
4: The pump can be used as a suction pump alone, also can be used as a backing pump for booster pump, diffusion pump and molecular pump,also can be used as maintenance pump or forepump in the system.
5: It is widely used in the electric vacuum device manufacturing industry, refrigeration industry, medical analysis device industry, solar energy industry, electric light source industry, vacuum CHINAMFG industry and scientific research unit.
Pump specifications:
| Model |
Ultimate pressure (Pa) |
Pumping speed (L/S) |
Inlet Diam (mm) |
Motor Power(KW) |
Net Weight (Kg) |
| 2XZ-0.25 | 6×10-1 | 0.25 | Ø10 | 0.12 | 15 |
| 2XZ-0.5 | 6×10-2 | 0.5 | Ø16 | 0.18 | 18 |
| 2XZ-1 | 6×10-2 | 1 | Ø16 | 0.25 | 19 |
| 2XZ-2 | 6×10-2 | 2 | Ø25 | 0.37 | 27 |
| 2XZ-4 | 6×10-2 | 4 | Ø25 | 0.55 | 30 |
Applications:
It is widely used in the electric vacuum device manufacturing industry, refrigeration industry, medical analysis device industry, solar energy industry, electric light source industry, vacuum CHINAMFG industry and scientific research unit.
Product display:
Company ovweview:
FAQ:
1.Q:Are you a manufacturer or trading company?
A: We are a professional vacuum pump manufacturer with over 32 year experience. We have 2 factories now which cover more than 33333 square meters,we have rich experience in CHINAMFG liquid industry , Welcome to visit our factory at your time.
2.Q:Do you have minimum order quantity request?
A: for spare parts we have no MOQ,but for whole set equipment of course 1 set is the minimum.
3.Q:Do you have certificates?
A: Yes, we have CE, ISO,SGS.etc. certificates.
5.Q:How to pay?
A:T/T and Alibaba Payment is acceptable.
6.Q:How to pack the products?
A: We use standard export package. If you have special package requirements, we will pack as you required, but the fees will be paid by customers.
7.Q: What about your delivery time?
A: It depends on your pump quantity. Generally 15 days after we receive the prepayment. We will confirm you again when we start to produce.
8.Q:How to install after the equipment arriving destination?
A: We will sent the operating instruction with goods to you.Please strictly follow the instructions for installation
9.Q: How long does your product quality warranty last?
A: 12 months for all our products against any non-artificial quality problem since the product leave our factory.
10.Q: What will you do with quality complaint?
A: We have a complete set of microcomputer controlled testing system(All products are subject to tested before delivery. No product that failed performance test leaves our factory.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Acting Form: | Double-Acting |
|---|---|
| Type: | Vane Pump |
| Displacement: | Variable Pump |
| Performance: | Health |
| Certification: | CE, ISO |
| Power: | 0.18kw |
| Customization: |
Available
|
|
|---|

What Is the Role of Lubrication in Rotary Vane Pump Operation?
Lubrication plays a critical role in the operation of a rotary vane pump, ensuring its smooth and efficient performance. Here’s a detailed explanation of the role of lubrication in rotary vane pump operation:
– Friction Reduction: The primary function of lubrication is to reduce friction between moving parts within the pump. In a rotary vane pump, the vanes slide in and out of the rotor slots as the rotor rotates. Lubrication forms a thin film between the vanes and the rotor, reducing the friction and allowing smooth movement. This friction reduction minimizes wear and tear on the vanes and rotor, contributing to the longevity of the pump.
– Seal Enhancement: Lubrication also helps in creating a tight seal between the vanes and the pump housing. The lubricant fills any gaps or imperfections, ensuring proper sealing and preventing gas or fluid leakage. This is particularly important for achieving and maintaining the desired vacuum levels in the pump. Effective sealing enhances the pump’s efficiency and performance.
– Heat Dissipation: During operation, a rotary vane pump generates heat due to the friction and compression of gases or fluids. Lubrication helps in dissipating this heat by absorbing and carrying it away from the critical components of the pump. It prevents excessive heat buildup that can lead to component damage or reduced performance. Proper lubrication ensures that the pump operates within the desired temperature range.
– Wear Protection: The lubricant forms a protective layer on the surfaces of the vanes, rotor, and other moving parts. This layer acts as a barrier, minimizing direct metal-to-metal contact and reducing wear and tear. It helps prevent damage to the vanes and rotor caused by friction and ensures the longevity of these components. Lubrication also protects against corrosion and helps maintain the overall integrity of the pump.
– Noise Reduction: Lubrication contributes to noise reduction in a rotary vane pump. The smooth movement facilitated by the lubricant minimizes vibrations and eliminates or reduces unwanted noise generated during operation. This is particularly important in applications where low noise levels are desired, such as laboratory or medical settings.
– Performance Optimization: Proper lubrication is crucial for maintaining the pump’s performance and efficiency. It ensures that the pump operates with minimal resistance and energy loss, allowing it to achieve the desired vacuum levels or fluid flow rates effectively. Lubrication helps optimize the pump’s overall performance and contributes to its reliability and effectiveness in various applications.
It’s important to note that using the correct type of lubricant specified by the pump manufacturer is essential. Different rotary vane pumps may have specific lubrication requirements, including the type of lubricant and recommended lubrication intervals. Adhering to these guidelines ensures that the lubrication effectively fulfills its role and maintains the pump’s optimal operation.
How Do You Maintain and Service a Rotary Vane Pump?
Maintaining and servicing a rotary vane pump is essential to ensure its optimal performance and prolong its operational life. Here’s a detailed explanation of the maintenance and servicing procedures for a rotary vane pump:
– Regular Inspection: Perform regular visual inspections of the pump to check for any signs of wear, leaks, or damage. Inspect the pump housing, vanes, seals, and connections. Look for any loose or worn parts that may require attention.
– Lubrication: Proper lubrication is crucial for the smooth operation of a rotary vane pump. Follow the manufacturer’s guidelines regarding the type and frequency of lubrication. Typically, the pump requires lubrication with a suitable oil or grease. Ensure that the lubrication level is adequate, and monitor the condition of the lubricant. Replace or replenish the lubricant as recommended.
– Vane Replacement: The vanes in a rotary vane pump can wear down over time and may need to be replaced periodically. Inspect the vanes regularly and look for signs of wear, such as cracks or reduced thickness. Replace the vanes if necessary, following the manufacturer’s instructions.
– Cleaning: Keep the pump and its components clean to prevent the buildup of debris or contaminants. Use a suitable cleaning agent and a soft cloth or brush to clean the pump housing, vanes, and other parts. Avoid using harsh chemicals or abrasive materials that may damage the pump surfaces.
– Filter Maintenance: If the rotary vane pump has an inlet filter, inspect and clean or replace it regularly. The filter prevents debris from entering the pump and affecting its performance. Follow the manufacturer’s recommendations for filter maintenance and replacement intervals.
– Seals and Gaskets: Check the seals and gaskets of the pump for signs of wear or leakage. Replace any damaged or worn seals to maintain proper sealing and prevent fluid or gas leaks.
– Motor and Electrical Connections: Inspect the motor and electrical connections of the pump for any loose or damaged wires. Ensure that the electrical connections are secure and free from corrosion. If any issues are found, consult a qualified technician or electrician for repairs.
– Operating Conditions: Ensure that the pump is operated within its specified operating conditions. Avoid subjecting the pump to excessive temperatures, pressures, or fluid viscosity that may exceed its capabilities. Adhere to the recommended operating parameters to prevent premature wear or damage to the pump.
– Service and Calibration: Periodically, consider having the rotary vane pump serviced and calibrated by a qualified technician. This ensures that the pump is operating at its optimal performance and accuracy. The technician can perform maintenance tasks, inspect internal components, and make any necessary adjustments or repairs.
It’s important to consult the manufacturer’s guidelines and recommendations specific to your rotary vane pump model for detailed maintenance and servicing instructions. Adhering to these guidelines and performing regular maintenance will help keep the pump in good working condition and extend its service life.


editor by CX 2024-02-24